

Clínica do Leite
As 7 perguntas mais frequentes sobre amostragem do leite para monitoramento da qualidade

Texto: Laerte Dagher Cassoli
Na edição de fevereiro publicamos a situação atual da qualidade do leite das indústrias monitoradas pela Clínica do Leite. Ao todo são quase 34.000 fazendas amostradas pelo menos uma vez ao mês, e cujo resultado é utilizado tanto para verificar o atendimento a IN-62, como para pagamento por qualidade para algumas delas. Frequentemente, recebemos consulta de produtores e técnicos com questionamentos em relação a coleta dessas amostras e ao processo de monitoramento da qualidade. Nesse artigo iremos apresentar e discutir essas principais dúvidas no formato de pergunta e resposta. Seria importante ressaltar que a coleta de amostra é a base de todo o processo de monitoramento da qualidade do leite, e que a acurácia do resultado da análise é definida em grande parte por ela.
1) Qual o tempo necessário para homogeneizar o leite do tanque?
A homogeneização do leite deve ser feita acionando-se o agitador do tanque por 5 minutos para tanque com menos de 3.000 litros, e 10 minutos para volumes maiores. Essa é a recomendação feita internacionalmente e que também é adotada pela RBQL (Rede Brasileira de Qualidade do Leite) do MAPA. A primeira vista, parece ser um tempo reduzido, mas ao se contabilizar todos os produtores de uma indústria, percebe-se que o tempo total gasto é alto, o que implica em aumento de custos para a indústria. Recentemente, trabalhos publicados no Canadá indicaram que 2 minutos seria o tempo suficiente para a correta homogeneização do leite. A recomendação de 5 minutos poderia, portanto, ser reduzida para 2 minutos? Para responder a essa dúvida, a Clínica do Leite, em parceria com uma cooperativa, realizou um estudo no qual foram avaliados mais de 90 tanques, comparando-se os resultados de gordura obtidos com 5 e 2 minutos de homogeneização. A gordura é o componente do leite mais sensível à homogeneização, e portanto, um bom indicador para avaliar a qualidade da amostragem.
A tabela 1 apresenta a distribuição desses tanques em função da diferença absoluta entre o resultado de 5 e 2 minutos.
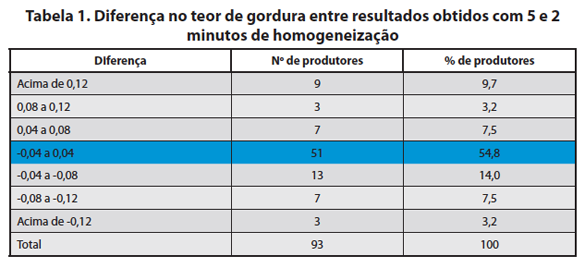
Existe uma diferença que pode ser considerada “normal”, que é do próprio equipamento que realiza a análise de gordura. Essa variação fica ao redor +/- 0,04 unidades percentuais. Diferenças acima desse valor podem ser, portanto, atribuídas ao tempo de homogeneização.
Os resultados mostram que em 45,2 % dos tanques, a diferença entre os tempos foi acima de 0,04 unidades.
Outra simulação realizada foi a classificação desses produtores em um programa de pagamento por qualidade. Ao reduzir o tempo de 5 para 2 minutos, 34 % dos produtores mudaram de classe e, consequentemente, foram remunerados de maneira diferente. Alguns subiram de classe, enquanto outros desceram.
É importante ressaltarmos que, além do tempo, é fundamental que o agitador esteja funcionando adequadamente, em especial a sua velocidade. É comum nos depararmos com agitadores extremamente lentos e que certamente não irão produzir a homogeneização adequada. Espera-se que, na média, o agitador tenha uma rotação ao redor de 40 RPM (rotação por minuto).
2) A homogeneização pode ser feita com agitador manual?
Existem agitadores manuais, geralmente utilizados para homogeneização de leite em latão e que, eventualmente, são utilizados na coleta em substituição ao próprio agitador do tanque. Alguns transportadores que utilizam esse acessório afirmam que ele é muito melhor e que “chega até a fazer espuma no leite”. Na verdade, o agitador manual não é recomendado, visto que possui uma baixa eficiência quando comparado ao agitador do tanque. Para uma homogeneização correta é fundamental que o leite de todo o tanque seja agitado, e não somente parte dele. Os agitadores manuais, via de regra, não possuem comprimento suficiente para alcançar o fundo, e o transportador também não realiza os movimentos ao redor de todo tanque.
3) Que tipo de conservante é utilizado para CBT (contagem bacteriana) e para CCS/Composi-ção? Existe diferença entre eles?
Atualmente, são coletadas duas amostras, uma para CBT e outra para as demais análises (CCS, gordura, proteína, caseína ureia, etc). A amostra de CCS e composição recebe um conservante com um princípio ativo bactericida e outro fungicida conhecido como “bronopol”. Já a amostra de CBT é adicionada de um conservante com princípios ativos bacteriostáticos (cloranfenicol e azida sódica), ou seja, as bactérias são mantidas “vivas”, mas sem se multiplicar. O conservante é conhecido como “azidiol” e está presente na fórmula líquida ou em pastilha. Ambas as formulações apresentam a mesma eficiência bacteriostática. A forma em pastilha apresenta uma desvantagem, que é a necessidade de dissolver o comprimido de forma completa para garantir a concentração adequada dos princípios ativos. Já o azidiol líquido é rapidamente incorporado à amostra. Portanto, ao se utilizar o azidiol em pastilha deve-se ficar atento ao processo de dissolução.
4) Qual a temperatura que a amostra deve ficar armazenada? A indústria tem controle dessa etapa do processo?
O ideal é que a amostra fique armazenada com temperatura ao redor de 4oC para a máxima eficiência dos conservantes, em especial para a amostra de CBT (azidiol). Imediatamente após a coleta as amostras devem ser armazenadas em caixas térmicas com gelo químico, ou então, em geladeiras especiais que são instaladas nos caminhões. Ao chegar na indústria, deveria haver um monitoraramento periodico da temperatura de chegada, garantindo que esteja sempre abaixo de 10oC. Atualmente, exitem industrias que já fazem esse monitoramento em todas as rotas/linhas, e em toda coleta de amostra.
Outra etapa importante é o transporte dessas amostras até o laboratório. As amostras devem ficar sob refrigeração, e a temperatura de recebimento deve ser inferior a 10oC. Caso contrário, por determinação do MAPA, as amostras são descartadas. Esse controle de temperatura é feito, portanto, pelo próprio laboratório.

5) Depois de coletada a amostra deve ser analisada em até quanto tempo?
Já foram realizados vários estudos e pesquisas para se determinar o tempo máximo até a análise de CBT, CCS e composição. Caso a amostra fique refrigerada, preferencialmente, ao redor de 4 a 5oC, e nunca ultrapassando o limite de 10oC, a análise pode ocorrer em até 9 dias, em média, após a coleta. Esse é o tempo suficiente para que ocorram as coletas nas fazendas, o envio das amostras para o laboratório, e para a realização das análises.
6) O transportador recebe treinamento sobre coleta de amostras?
É previsto na IN-62 que a indústria deve possuir um programa de educação continuada para os seus transportadores. Nesse programa é fundamental que seja abordado o tema de amostragem do leite. Nessa área a indústria pode contar com o apoio dos laboratórios da RBQL que receberam essa atribuição. Por exemplo, a Clínica do Leite possui um programa de treinamento de agentes de coleta que capacitou mais de 1.300 agentes de coleta de mais de 90 indústrias em 2011. O treinamento é feito anualmente, e os transportadores recebem treinamento teórico/prático seguido de avaliação por escrito. Os transportadores com aproveitamento superior a 80% são aprovados e recebem o que chamamos de CHAC (Carteira de Habilitação de Agentes de Coleta). A CHAC, no formato de crachá, deve ser utilizado pelo transportador durante a coleta das amostas, evidenciando que ele foi treinado e conhece os procedimentos a serem adotados. O treinamento tem como um dos objetivos principais mostrar ao agente de coleta a importância do seu trabalho e o impacto que um procedimento inadequado pode gerar para o produtor e/ou indústria.
7) Somente uma amostra por mês é suficiente para saber qual a qualidade do leite produzido durante todo o mês? Existe um número ideal?
Essa é uma das perguntas mais comuns que recebemos de produtores. Será que uma única amostra coletada durante o mês representa de fato a qualidade do leite produzido durante todo o período? O processo de amostragem pode ser dividido em duas etapas. A primeira é aquela em que temos que garantir que a amostra coletada no tanque, em um determinado dia, representa fielmente o leite ali armazenado. Já a segunda etapa diz respeito à frequência de amostragem, ou seja, quantas vezes devemos amostrar o leite no mês para respondermos com segurança qual a qualidade do mesmo nesse período. Em resumo, além de garantirmos que a coleta da amostra é bem feita, temos que repeti-la ao longo do tempo para garantir que os resultados observados representam a qualidade do leite no período.
Existem estudos com o objetivo de se definir qual deveria ser o número mínimo de amostras para que um produtor seja classificado corretamente dentro de um programa de pagamento por qualidade. Numa situação ideal, o correto seria coletarmos uma amostra a cada lote de leite vendido à indústria, a exemplo do que é feito em alguns países da Europa e Pacífico. Porém, por meio de ferramentas estatísticas, podemos definir um número “ótimo”, com melhor custo/benefício. Em geral, preconiza-se que o número de amostras mensais deva ser de 4 coletas, tanto para o monitoramento de composição, quanto para CCS e CBT.
Uma maneira de verificarmos na “prática” a importância do número de amostras, foi selecionar uma indústria com 500 produtores, e que realizava 4 amostras por mês. Dos 4 resultados, selecionamos aletatoriamente somente 1 resultado por produtor, e foi feita uma nova classificação dos produtores no programa de pagamento por qualidade da empresa. Quanto comparamos 1 ou 4 amostras por mês, cerca de 70% dos produtores acabam sendo enquadrados em outra faixa e recebendo, portanto, um valor diferente pelo litro de leite. Se olharmos o preço médio pago pela indústria, não existe diferença no valor médio pago aos 500 produtores. Ou seja, alguns recebem mais e outros recebem menos. O que ocorre, portanto, é que ao efetuar 4 coletas ao mês, a indústria acaba sendo mais justa e acertiva na definição do preço de cada produtor.










Enviar comentário